冶金、机械模型及机器学习在金属打印中的应用( 四 )
探测和工艺控制
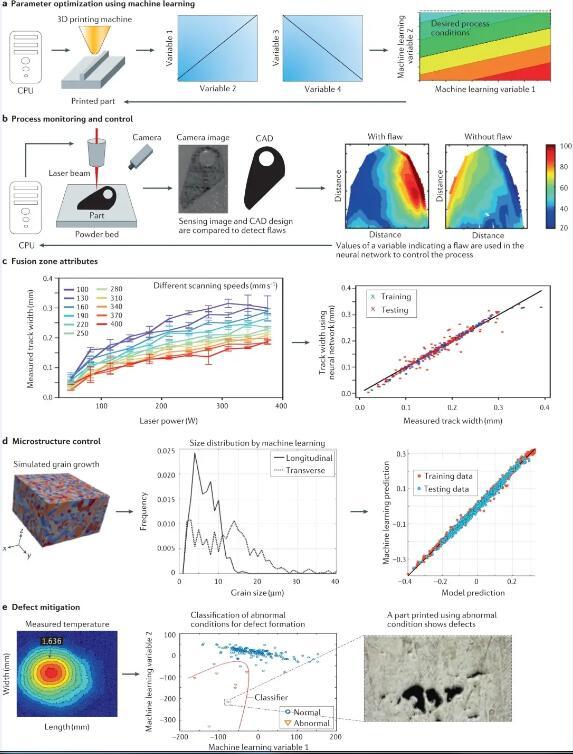
机器学习可以用来监测和控制金属打印过程 , 同时可以控制缺陷的形成 , 提高尺寸精度 。 例如 , 对部件采用相机进行原位影像的获取可以 用来同CAD设计的结果进行比较以探测感兴趣的区域 , 该区域是可能存在缺陷的 。 这些区域可以进一步的分成若干子区域 , 以便将图像用来训练神经网络来实时探测缺陷 , 见图6b 。 三个例子显示了可变的探测和监控办法 。 第一个 , 利用计算视觉算法获得的粉末特征的数据可以用来训练支持向量机以进行工艺控制 。 第二 , 工业监控系统以及多层分类可以提供控制策略以减少PBF-L中的缺陷的生成 。 这些数据基于制造同一部件时同一设备所提供的数据 。 最后 , 利用光传感器获得数据利用支持向量机的分析来探测DED-L中的缺陷 。 这些例子则表明原位探测和监控打印过程的有效性 , 且可以最大程度的减少认为的干扰 。
部件形状的控制
打印部件的形状有可能会由于打印工艺的不稳定性、热变形而造成同设计的尺寸存在偏差 , 这一偏差会在比较极端的情况下直接成为废品 。 机器学习经常被用来在打印过程中进行控制部件的尺寸 。 例如 , 在PBF-L SS 316时 , 采用不同的激光功率和扫描速度来训练神经网络 , 采用高速相机测量沉积的宽度 , 结果见图6c的左图 。 在另外的一种情况下 , 神经网络预测一定扫描速度和激光功率条件下的扫描道宽度 , 其结果同实验结果相吻合 , 见图6c右图 。
 文章插图
文章插图
图6 金属打印中机器学习的应用案例
以神经网络为基础的机器学习被用来控制熔道的宽度和高度 , 熔化区的深度 。 此外 , 在PBF-L时的熔池深度通过决策树优化激光功率、扫描速度、光斑尺寸和吸收率 。 而且 , 采用神经网络对工艺过程中的形状的偏差进行了捕获和分析以获得较好的尺寸误差的增材制造部件 。 这些例子表明这些改善符合原先设计的尺寸将促进部件的认证 。
控制显微组织和性能
显微组织的特征 , 如晶粒尺寸、分布、方位以及性能 , 如拉伸性能、硬度、疲劳强度等均可以用来发展机器学习的算法 , 从而可以快速的进行计算处理以获得理想的显微组织和性能 。 输入数据进行训练机器学习可以从校正的机械模型中生成 。 例如 , 采用3D Monte Carlo模型得到的频率随晶粒尺寸的变化可以用来训练神经网络 , 见图6b 。 神经网络支撑的用于PBF-EB的工艺模型和遗传算法预测屈服强度以帮助理解PBF工艺过程中的结构和性能之间的关系 。 在使用机器学习量化显微组织方面尽管已经取得了一定的进展 , 应用机器学习在金属打印中来控制显微组织和性能方面仍然处于发展的初级阶段 。
减少缺陷
机器学习被用来最大程度的减少部件中诸如气孔、未熔合、变形和表面粗糙等缺陷 。 例如 , 机器学习可以用来减少DED-L打印Ti6Al4V时的气孔 , 见图6e 。 尤其是 , 采用红外相机监控DED-L工艺过程中的温度场 , 通过追踪固相温度曲线来提取出熔池的边界 。 依据上述数据 , 用发展的支持向量机来将工艺过程分成两大类 , 正常和不正常 , 其分类依据气孔形成的可能性来进行 。 当实验采用易于形成气孔的条件进行时 , 部件中就会形成缺陷 , 见图6e 。 在另外一样品中 , 采用机器视觉发现粉末的铺展出现异常(工艺为PBF-L) 。 由于粉末铺展和输送造成的粉末床的不完美现象采用神经网络可以将其同部件的缺陷关联起来 。 在另外的学习中 , 自动图像分析用来识别缺陷 。 机器学习在减少表面缺陷方面提供了一个非常有用的框架 。
其他应用
除了在构建部件的不同阶段有应用之外 , 机器学习在金属打印中还有其他应用 , 包括粉末的表征、部件的失效和部件的原位检查 。 例如 , 利用计算机视觉得到的数据来训练支持向量机可以用来对对粉末的特征进行质量评估 。 机器学习还可以用来预测设备的失效和前瞻性的预测和替换部件 , 在实际部件出问题之前进行替换 。 同时 , 机器学习平台通过高分辨率的图像和CT扫描数据进行训练 , 最终可以学会预测问题和探测打印过程中存在的缺陷 。 计算视觉技术和机器学习已经在工业中用来检查部件和识别打印部件中的微裂纹 , 从而节约时间和金钱 。
推荐阅读
















- HyperX推出首款60%尺寸的机械式游戏键盘Alloy Origins 60
- R9 5900H即将登场,机械革命发布AMD旗舰游戏本
- Google AI建立了一个能够分析烘焙食谱的机器学习模型
- OpenAI推DALL-E模型:能根据文字描述生成图片
- 首发Viola轴!海盗船K60 RGB Pro机械键盘体验
- 达尔优A87光年主题版机械键盘评测 流淌的时光
- 科罗拉多州立大学设计出能让无人机悬挂在物体上的机械夹具
- 谷歌搜索的灵魂!BERT模型的崛起与荣耀
- 运动|华为Watch GT2 Pro体验:机械表用户还有不尝试一下的理由吗?
- 达尔优A87童趣主题机械键盘评测 童年的纸飞机