гҖҢжұҮжҖ»гҖҚжңәеҷЁдәәеј§з„ҠиҮӘеҠЁеҢ–жңҖе…ЁзҹҘиҜҶжұҮжҖ»е…·жңү收и—Ҹд»·еҖј
жңәеҷЁдәәеј§з„Ҡдё»иҰҒеә”з”ЁдәҺеҗ„зұ»жұҪиҪҰйӣ¶йғЁд»¶гҖҒе·ҘзЁӢжңәжў°гҖҒйҮ‘еұһиЎҢдёҡзҡ„иҮӘеҠЁеҢ–з”ҹдә§гҖӮ
еј§з„ҠжңәеҷЁдәәдё»иҰҒжңүзҶ”еҢ–жһҒз„ҠжҺҘдҪңдёҡе’ҢйқһзҶ”еҢ–жһҒз„ҠжҺҘдҪңдёҡдёӨз§Қзұ»еһӢпјҢе…·жңүеҸҜй•ҝжңҹиҝӣиЎҢз„ҠжҺҘдҪңдёҡгҖҒдҝқиҜҒз„ҠжҺҘдҪңдёҡзҡ„й«ҳз”ҹдә§зҺҮгҖҒй«ҳиҙЁйҮҸе’Ңй«ҳзЁіе®ҡжҖ§зӯүзү№зӮ№гҖӮ
йҡҸзқҖжҠҖжңҜзҡ„еҸ‘еұ•пјҢеј§з„ҠжңәеҷЁдәәжӯЈеҲ©з”ЁжңәеҷЁи§Ҷи§үеҸҠдә‘ж•°жҚ®еҗ‘жҷәиғҪеҢ–зҡ„ж–№еҗ‘еҸ‘еұ•гҖӮ
ж–Үз« еӣҫзүҮ
1зі»з»ҹз»„жҲҗ
дёҖиҲ¬зҡ„еј§з„ҠжңәеҷЁдәәзі»з»ҹжҳҜз”ұд»ҘдёӢйғЁеҲҶз»„жҲҗпјҡ
1гҖҒжңәеҷЁдәә
2гҖҒиҮӘеҠЁйҖҒдёқиЈ…зҪ®
3гҖҒз„ҠжҺҘз”өжәҗ
4гҖҒз„ҠжһӘ
5гҖҒеҸҳдҪҚжңә
6гҖҒе·ҘиЈ…еӨ№е…·
зі»з»ҹз»„жҲҗиҝҳеҸҜж №жҚ®з„ҠжҺҘж–№жі•зҡ„дёҚеҗҢд»ҘеҸҠе…·дҪ“еҫ…з„Ҡе·Ҙ件з„ҠжҺҘе·ҘиүәиҰҒжұӮзҡ„дёҚеҗҢзӯүжғ…еҶөпјҢйҖүжӢ©жҖ§жү©еұ•д»ҘдёӢиЈ…зҪ®пјҡ
1гҖҒжё…жһӘеүӘдёқиЈ…зҪ®
2гҖҒеҶ·еҚҙж°ҙз®ұ
3гҖҒз„ҠеүӮиҫ“йҖҒе’Ңеӣһ收装зҪ®пјҲSAWж—¶пјү
4гҖҒ移еҠЁиЈ…зҪ®
5гҖҒз„ҠжҺҘеҸҳдҪҚжңә
6гҖҒдј ж„ҹиЈ…зҪ®
7гҖҒйҷӨе°ҳиЈ…зҪ®еҸҠз„ҠзјқжЈҖжөӢи®ҫеӨҮ
д»ҘдёӢжҳҜдёҖдёӘж ҮеҮҶзҡ„жңәеҷЁдәәеј§з„Ҡе·ҘдҪңз«ҷ
в–ј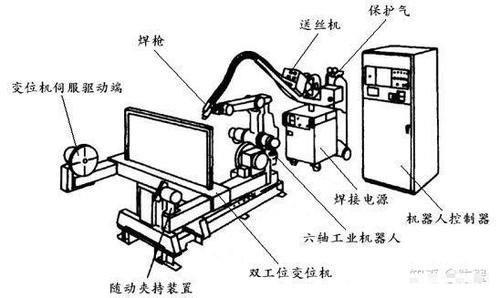
ж–Үз« еӣҫзүҮ
2дёүз§Қз„ҠжҺҘж–№жі•
1гҖҒж°”дҪ“дҝқжҠӨз”өеј§з„Ҡпјҡ
еҲ©з”Ёж°©ж°”дҪңдёәз„ҠжҺҘеҢәеҹҹдҝқжҠӨж°”дҪ“зҡ„ж°©еј§з„ҠгҖҒеҲ©з”ЁдәҢж°§еҢ–зўідҪңдёәз„ҠжҺҘеҢәеҹҹдҝқжҠӨж°”дҪ“зҡ„дәҢж°§еҢ–зўідҝқжҠӨз„ҠзӯүпјҢеқҮеұһдәҺж°”дҪ“дҝқжҠӨз”өеј§з„ҠгҖӮ
е…¶еҹәжң¬еҺҹзҗҶжҳҜеңЁд»Ҙз”өеј§дёәзғӯжәҗиҝӣиЎҢз„ҠжҺҘж—¶пјҢеҗҢж—¶д»Һе–·жһӘзҡ„е–·еҳҙдёӯиҝһз»ӯе–·еҮәдҝқжҠӨж°”дҪ“жҠҠз©әж°”дёҺз„ҠжҺҘеҢәеҹҹдёӯзҡ„зҶ”еҢ–йҮ‘еұһйҡ”зҰ»ејҖжқҘпјҢд»ҘдҝқжҠӨз”өеј§е’Ңз„ҠжҺҘзҶ”жұ дёӯзҡ„ж¶ІжҖҒйҮ‘еұһдёҚеҸ—еӨ§ж°”дёӯзҡ„ж°§гҖҒж°®гҖҒж°ўзӯүжұЎжҹ“пјҢд»ҘиҫҫеҲ°жҸҗй«ҳз„ҠжҺҘиҙЁйҮҸзҡ„зӣ®зҡ„гҖӮ
2гҖҒй’ЁжһҒж°©еј§з„Ҡпјҡ
д»Ҙй«ҳзҶ”зӮ№зҡ„йҮ‘еұһй’ЁжЈ’дҪңдёәз„ҠжҺҘж—¶дә§з”ҹз”өеј§зҡ„дёҖдёӘз”өжһҒпјҢ并еӨ„еңЁж°©ж°”дҝқжҠӨдёӢзҡ„з”өеј§з„ҠпјҢеёёз”ЁдәҺдёҚй”Ҳй’ўгҖҒй«ҳжё©еҗҲйҮ‘зӯүиҰҒжұӮдёҘж јзҡ„з„ҠжҺҘгҖӮ
3гҖҒзӯүзҰ»еӯҗз”өеј§з„Ҡпјҡ
з”ұй’ЁжһҒж°©еј§з„ҠеҸ‘еұ•иө·жқҘзҡ„дёҖз§Қз„ҠжҺҘж–№жі•пјҢзӯүзҰ»еӯҗеј§жҳҜзҰ»еӯҗж°”иў«з”өзҰ»дә§з”ҹй«ҳжё©зҰ»еӯҗж°”жөҒпјҢд»Һе–·еҳҙз»Ҷеӯ”дёӯе–·еҮәпјҢз»ҸеҺӢзј©еҪўжҲҗз»Ҷй•ҝзҡ„еј§жҹұпјҢй«ҳдәҺ常规зҡ„иҮӘз”ұз”өеј§пјҢеҰӮпјҡж°©еј§з„Ҡд»…иҫҫ5000-8000KгҖӮз”ұдәҺзӯүзҰ»еӯҗеј§е…·жңүеј§жҹұз»Ҷй•ҝпјҢиғҪйҮҸеҜҶеәҰй«ҳзҡ„зү№зӮ№пјҢеӣ иҖҢеңЁз„ҠжҺҘйўҶеҹҹжңүзқҖе№ҝжіӣзҡ„еә”з”ЁгҖӮ
ж–Үз« еӣҫзүҮ
3дёүз§Қж°”дҪ“дҝқжҠӨз„Ҡ
еј§з„ҠжңәеҷЁдәәеӨҡйҮҮз”Ёж°”дҪ“дҝқжҠӨз„Ҡж–№жі•пјҲMAGгҖҒMIGгҖҒTIGпјүпјҢйҖҡеёёзҡ„жҷ¶й—ёз®ЎејҸгҖҒйҖҶеҸҳејҸгҖҒжіўеҪўжҺ§еҲ¶ејҸгҖҒи„үеҶІжҲ–йқһи„үеҶІејҸзӯүзҡ„з„ҠжҺҘз”өжәҗйғҪеҸҜд»ҘиЈ…еҲ°жңәеҷЁдәәдёҠдҪңз”өеј§з„ҠгҖӮз”ұдәҺжңәеҷЁдәәжҺ§еҲ¶жҹңйҮҮз”Ёж•°еӯ—жҺ§еҲ¶пјҢиҖҢз„ҠжҺҘз”өжәҗеӨҡдёәжЁЎжӢҹжҺ§еҲ¶пјҢжүҖд»ҘйңҖиҰҒеңЁз„ҠжҺҘз”өжәҗдёҺжҺ§еҲ¶жҹңд№Ӣй—ҙеҠ дёҖдёӘжҺҘеҸЈгҖӮ
иҝ‘е№ҙжқҘпјҢеӣҪеӨ–жңәеҷЁдәәз”ҹдә§еҺӮйғҪжңүиҮӘе·ұзү№е®ҡзҡ„й…ҚеҘ—з„ҠжҺҘи®ҫеӨҮпјҢиҝҷдәӣз„ҠжҺҘи®ҫеӨҮеҶ…е·Із»Ҹж’ӯдәәзӣёеә”зҡ„жҺҘеҸЈжқҝгҖҒжүҖд»ҘдёҠеӣҫзҡ„еј§з„ҠжңәеҷЁдәәзі»з»ҹдёӯ并没жңүйҷ„еҠ жҺҘеҸЈз®ұгҖӮ
еә”иҜҘжҢҮеҮәпјҢеңЁеј§з„ҠжңәеҷЁдәәе·ҘдҪңе‘Ёжңҹдёӯз”өеј§ж—¶й—ҙжүҖеҚ зҡ„жҜ”дҫӢиҫғеӨ§пјҢеӣ жӯӨеңЁйҖүжӢ©з„ҠжҺҘз”өжәҗж—¶пјҢдёҖиҲ¬еә”жҢүжҢҒз»ӯзҺҮ100%жқҘзЎ®е®ҡз”өжәҗзҡ„е®№йҮҸгҖӮ
1гҖҒMIGз„ҠпјҲзҶ”еҢ–жһҒж°”дҪ“дҝқжҠӨз”өеј§з„Ҡпјүпјҡ
иҝҷз§Қз„ҠжҺҘж–№жі•жҳҜеҲ©з”Ёиҝһз»ӯйҖҒиҝӣзҡ„з„ҠдёқдёҺе·Ҙ件д№Ӣй—ҙзҮғзғ§зҡ„з”өеј§дҪңзғӯжәҗпјҢз”ұз„ҠзӮ¬еҳҙе–·еҮәзҡ„ж°”дҪ“жқҘдҝқжҠӨз”өеј§иҝӣиЎҢз„ҠжҺҘзҡ„гҖӮжғ°жҖ§ж°”дҪ“дёҖиҲ¬дёәж°©ж°”гҖӮ
2гҖҒTIGз„ҠпјҲжғ°жҖ§ж°”дҪ“й’ЁжһҒдҝқжҠӨз„Ҡпјүпјҡ
TIGз„Ҡзҡ„зғӯжәҗдёәзӣҙжөҒз”өеј§пјҢе·ҘдҪңз”өеҺӢдёә10пҪһ15дјҸпјҢдҪҶз”өжөҒеҸҜиҫҫ300е®үеҹ№пјҢжҠҠе·Ҙ件дҪңдёәжӯЈжһҒпјҢз„ҠзӮ¬дёӯзҡ„й’ЁжһҒдҪңдёәиҙҹжһҒгҖӮжғ°жҖ§ж°”дҪ“дёҖиҲ¬дёәж°©ж°”гҖӮ
3гҖҒMAGз„ҠпјҲзҶ”еҢ–жһҒжҙ»жҖ§ж°”дҪ“дҝқжҠӨз„Ҡпјүпјҡ
зҶ”еҢ–жһҒжҙ»жҖ§ж°”дҪ“дҝқжҠӨз„ҠжҳҜйҮҮз”ЁеңЁжғ°жҖ§ж°”дҪ“дёӯеҠ е…ҘдёҖе®ҡйҮҸзҡ„жҙ»жҖ§ж°”дҪ“пјҢеҰӮO2гҖҒCO2зӯүдҪңдёәдҝқжҠӨж°”дҪ“гҖӮ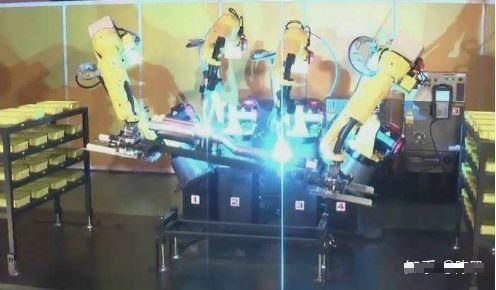
ж–Үз« еӣҫзүҮ
4еј§з„Ҡзі»з»ҹиҜҙжҳҺ
еј§з„ҠиҝҮзЁӢжҜ”зӮ№з„ҠиҝҮзЁӢиҰҒеӨҚжқӮеҫ—еӨҡпјҢе·Ҙе…·дёӯеҝғзӮ№пјҲTCPпјүпјҢд№ҹе°ұжҳҜз„Ҡдёқз«ҜеӨҙзҡ„иҝҗеҠЁиҪЁиҝ№гҖҒз„ҠжһӘе§ҝжҖҒгҖҒз„ҠжҺҘеҸӮж•°йғҪиҰҒжұӮзІҫзЎ®жҺ§еҲ¶гҖӮжүҖд»ҘпјҢеј§з„Ҡз”ЁжңәеҷЁдәәйҷӨдәҶеүҚйқўжүҖиҝ°зҡ„дёҖиҲ¬еҠҹиғҪеӨ–пјҢиҝҳеҝ…йЎ»е…·еӨҮдёҖдәӣйҖӮеҗҲеј§з„ҠиҰҒжұӮзҡ„еҠҹиғҪгҖӮ
жҺЁиҚҗйҳ…иҜ»













- жҚўдёӘи§’еәҰзңӢиҪҰеёӮ|ж·ұеәҰпјҡй•ҝеҹҺзӮ®и¶ҠйҮҺзҡ®еҚЎ1.5дёҮе…¬йҮҢй•ҝжөӢд№ӢжҠҖжңҜзҠ¶жҖҒжұҮжҖ»
- з”өиҜқиҗҘй”ҖжңәеҷЁдәәе“ӘдёӘжҜ”иҫғеҘҪз”Ё
- иҜ·й—®жңүе“ӘдәӣжңәеҷЁдәәеӨ§иөӣжҳҜжҜ”иҫғжқғеЁҒзҡ„
- жұҪиҪҰ|2020е№ҙ第48е‘ЁдёҠеёӮж–°иҪҰжұҮжҖ»
- е…Ёзҗғ|2021е№ҙжІіеҚ—е…¬еҠЎе‘ҳиҖғиҜ•ж—¶ж”ҝзғӯзӮ№пјҡ12жңҲ1ж—ҘеӣҪеҶ…еӨ–ж—¶дәӢж”ҝжІ»жұҮжҖ»
- жұҹиӢҸзңҒ|жұҹиӢҸеӨҡең°иҝ‘жңҹйўҶеҜје№ІйғЁд»»еүҚе…¬зӨәе’ҢдәәдәӢд»»е…ҚжұҮжҖ»
- дәҢж°§еҢ–зЎ…|й«ҳдёӯеҢ–еӯҰдёЁ120дёӘжҳ“й”ҷзҹҘиҜҶзӮ№жұҮжҖ»пјҒ
- зҡ®еҚЎиҪҰеёӮ|иҝ‘жңҹзҡ®еҚЎж–°иҪҰжұҮжҖ»пјҢ9ж¬ҫе…Ёж–°дә§е“ҒпјҢжүӯзҹ©510/иҮӘеҠЁжҢЎ/еӣҪйҷ…иҢғ
- дёӯе№ҙ|еҮҜиҝӘжӢүе…ӢCT5й«ҳй…Қе’ҢдҪҺй…Қжңүд»Җд№Ҳе·®еҲ«пјҹжҲ‘зІ—зіҷжұҮжҖ»дёҖдёӢдёӨиҪҰй…ҚзҪ®е·®ејӮ
- еҲ°еә•дҪ•дёәз”ҹе‘Ҫ