жҷәиғҪеҲ¶йҖ еңЁиЎҢдёҡдёӯзҡ„еә”з”Ё 第дә”и®І еҠ е·ҘиҪҰй—ҙMESзі»з»ҹзҡ„еә”з”Ёе®һи·ө( дәҢ )
е°ҶйғЁеҲҶеә“еӯҳж—¶й—ҙй•ҝгҖҒдҪҝз”ЁеәҰдёҚй«ҳзҡ„й•ҝжіЎжө·з»өжҲ–зҹӯжіЎжө·з»ө пјҢ дҪҝ用移еә“з•Ңйқўе°Ҷжө·з»ө移еҠЁиҮіе…Ҙеә“иҫ“йҖҒеёҰ гҖӮ еҗҢ时移еә“е®ҢжҲҗеҗҺжӣҙж–°еҪ“еүҚеә“дҪҚдҝЎжҒҜ гҖӮ
пјҲ2пјүзү№ж®Ҡзү©ж–ҷ移еә“
ж”ҫзҪ®дәҺе…Ҙеә“иҫ“йҖҒеёҰзҡ„жө·з»ө пјҢ йҖҡиҝҮиҫ“йҖҒеёҰиҝҗйҖҒиҮізҶҹеҢ–еә“зҡ„е ҶеһӣжңәдёҠ пјҢ йҖҡиҝҮе Ҷеһӣжңәе°Ҷиҝҷзұ»зү№ж®Ҡзү©ж–ҷ移еә“йӣҶдёӯз®ЎзҗҶ гҖӮ
2.5гҖҖеә“еӯҳзӣҳзӮ№
еҲ©з”ЁжүӢжҢҒејҸRFIDи®ҫеӨҮ пјҢ жү«жҸҸе‘Ёеӣҙи®ҫеӨҮиҺ·еҸ–е‘ЁеӣҙжүҖжңүзҡ„RFID пјҢ жү«жҸҸеҮәжқҘзҡ„RFIDйғҪжҳҜз”ҹдә§жөҒж°ҙзәҝеҸ· пјҢ 然еҗҺжҹҘиҜўеҮәеә“еӯҳеә“дҪҚзҡ„жүҖжңүдә§е“Ғзҡ„з”ҹдә§жөҒж°ҙзәҝеҸ· пјҢ дёӨиҫ№д»“дҪҚж•°жҚ®ж №жҚ®з”ҹдә§жөҒж°ҙеҸ·зҡ„ж•°йҮҸиҝӣиЎҢжҜ”иҫғ гҖӮ
3гҖҖиҪҰй—ҙи®ҫеӨҮзЁјеҠЁзҺҮзӣ‘жҺ§и®ҫеӨҮзЁјеҠЁзҺҮеҚіOEEе…ізі»зі»з»ҹ пјҢ OEEжҳҜдёҖдёӘзӢ¬з«Ӣзҡ„жөӢйҮҸе·Ҙе…· пјҢ е®ғз”ЁжқҘиЎЁзҺ°е®һйҷ…з”ҹдә§иғҪеҠӣзӣёеҜ№дәҺзҗҶи®әдә§иғҪзҡ„жҜ”зҺҮ гҖӮ йҖҡиҝҮOEEжЁЎеһӢзҡ„еҗ„йЎ№еӯҗйЎ№еҲҶжһҗ пјҢ еҸҜд»ҘеҮҶзЎ®жё…жҘҡең°зҹҘйҒ“и®ҫеӨҮиҝҗиЎҢж•ҲзҺҮд»ҘеҸҠз”ҹдә§дёӯжҜҸдёӘзҺҜиҠӮзҡ„иҝҗиЎҢжғ…еҶө гҖӮ й•ҝжңҹдҪҝз”ЁOEE пјҢ еҸҜд»Ҙеё®еҠ©дјҒдёҡиҪ»жқҫжүҫеҲ°еҪұе“Қз”ҹдә§ж•ҲзҺҮзҡ„瓶йўҲ пјҢ 并иҝӣиЎҢж”№иҝӣе’Ңи·ҹиёӘ пјҢ иҫҫеҲ°жҸҗй«ҳз”ҹдә§ж•ҲзҺҮзҡ„зӣ®зҡ„ пјҢ еҗҢж—¶дҪҝдјҒдёҡйҒҝе…ҚдёҚеҝ…иҰҒзҡ„иҖ—иҙ№ гҖӮ иҪҰй—ҙOEEзі»з»ҹи®Ўз®—ж–№ејҸеҰӮеӣҫ4жүҖзӨә гҖӮ
 ж–Үз« жҸ’еӣҫ
ж–Үз« жҸ’еӣҫ
еӣҫ4 иҪҰй—ҙOEEзі»з»ҹи®Ўз®—ж–№ејҸ
зЁјеҠЁзҺҮжҳҜжҢҮи®ҫеӨҮеңЁжүҖиғҪжҸҗдҫӣзҡ„ж—¶й—ҙеҶ…дёәдәҶеҲӣйҖ д»·еҖјжүҖз”Ёж—¶й—ҙеҚ зҡ„жҜ”йҮҚ гҖӮ OEEжҳҜд»ЈиЎЁе’Ңи®ҫеӨҮзҗҶжғізҠ¶жҖҒзӣёжҜ” пјҢ зҺ°ж—¶и®ҫеӨҮзҡ„зҠ¶жҖҒ гҖӮ жөӢйҮҸOEEжҳҜи®ҫеӨҮиҝҗиЎҢжҢҒз»ӯж”№е–„зҡ„иө·зӮ№ пјҢ жІЎжңүжөӢйҮҸе°ұжІЎжңүж”№е–„ пјҢ дё–з•Ңзә§дјҒдёҡзҡ„жҲҗеҠҹиҝҗиҗҘдҫқиө–дәҺеҜ№и®ҫеӨҮе’Ңз”ҹдә§жөҒзЁӢгҖҒз»©ж•Ҳзҡ„дёҖиҙҜзҡ„еҮҶзЎ®жөӢйҮҸ гҖӮ дё–з•Ңзә§дјҒдёҡзҡ„е…ЁеұҖи®ҫеӨҮж•ҲзҺҮOEEдёә85%жҲ–жӣҙеҘҪ пјҢ еҲ¶йҖ дёҡе№іеқҮж°ҙе№іжҳҜ60% гҖӮ дҪҶеӨ§еӨҡж•°дјҒдёҡеҸ‘зҺ°д»–们зҡ„и®ҫеӨҮOEEиҝҗиЎҢеңЁ13%~40%д№Ӣй—ҙ гҖӮ з”ұOEEзҡ„и®Ўз®—е…¬ејҸеҸҜзҹҘ пјҢ OEEзҡ„дёҖдёӘжңҖйҮҚиҰҒзҡ„зӣ®зҡ„е°ұжҳҜиҰҒеҮҸе°‘е…ӯеӨ§жҚҹеӨұпјҡеҒңжңәжҚҹеӨұгҖҒжҚўиЈ…и°ғиҜ•жҚҹеӨұгҖҒжҡӮеҒңжңәжҚҹеӨұгҖҒеҮҸйҖҹжҚҹеӨұгҖҒеҗҜеҠЁиҝҮзЁӢж¬Ўе“ҒжҚҹеӨұе’Ңз”ҹдә§жӯЈеёёиҝҗиЎҢж—¶дә§з”ҹзҡ„ж¬Ўе“ҒжҚҹеӨұ гҖӮ
жө·з»өеҠ е·ҘиҪҰй—ҙзЁјеҠЁзҺҮз»„жҲҗеҰӮдёӢпјҡ
пјҲ1пјүи®ҫеӨҮеҗ„йЎ№дҝЎжҒҜж•°жҚ®е®һж—¶иҮӘеҠЁйҮҮйӣҶ пјҢ й«ҳеҸҜйқ жҖ§ж— зәҝж•°жҚ®дј иҫ“ пјҢ жң¬ең°ж•°жҚ®еә“е®һж—¶еӯҳеӮЁ пјҢ е®һж—¶иҮӘеҠЁз”ҹжҲҗOEE пјҢ ж•°жҚ®еҮҶзЎ® пјҢ й«ҳж•ҲдҫҝжҚ· гҖӮ
пјҲ2пјүжҠ•иө„иҠұиҙ№е°‘ пјҢ е®һж–ҪиҗҪең°еҝ« пјҢ йҖҡи®ҜиҮӘз»„зҪ‘ пјҢ жңүж— дёҠдҪҚERP/MESзі»з»ҹзҡҶеҸҜиҪ»жқҫйғЁзҪІе®һж–Ҫж•°еӯ—еҢ–иҪҰй—ҙ пјҢ зңҒй’ұзңҒж—¶ гҖӮ
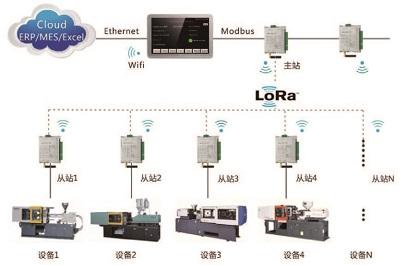
пјҲ3пјүйҖҡиҝҮLoRaжҠҖжңҜдј иҫ“ж•°жҚ® пјҢ ж— йңҖйғЁзҪІдј з»ҹзҡ„д»ҘеӨӘзҪ‘ пјҢ е°ұеҸҜд»ҘиҪ»жқҫең°иҺ·еҸ–жңүе…іи®ҫеӨҮзҡ„з”ҹдә§дҝЎжҒҜ пјҢ дёәOEEжҸҗдҫӣжңҖжңүд»·еҖјзҡ„ж•°жҚ® гҖӮ
пјҲ4пјүйҖҡиҝҮзҺ°еңәжҷәиғҪз»Ҳз«ҜпјҲжҲ–жҷәиғҪз”өеӯҗзңӢжқҝпјү пјҢ еҸҜд»Ҙз”ҹжҲҗе®һж—¶зҡ„з”ҹдә§дҝЎжҒҜжҠҘе‘Ҡ пјҢ еҢ…жӢ¬ж•…йҡңеҒңе·Ҙ пјҢ еңЁеҲ¶е“ҒдҝЎжҒҜе’ҢOEEзӯү пјҢ 并д»ҘеӣҫиЎЁзҡ„ж–№ејҸиҝӣиЎҢе‘ҲзҺ° гҖӮ йҖҡиҝҮиҝҷдәӣжңүд»·еҖјзҡ„ж•°жҚ® пјҢ дјҒдёҡз®ЎзҗҶиҖ…иғҪеҒҡеҲ°еңЁдәӢеүҚиҝӣиЎҢйў„йҳІ пјҢ дәӢдёӯиҝӣиЎҢжҺ§еҲ¶ пјҢ дәӢеҗҺиҝӣиЎҢж•°жҚ®иҝҪжәҜз®ЎзҗҶ пјҢ дёәе……еҲҶеҲ©з”Ёи®ҫеӨҮ пјҢ жҸҗй«ҳи®ҫеӨҮд»·еҖјеҲӣйҖ ж•ҲзҺҮжү“дёӢеҹәзЎҖ пјҢ и®©дјҒдёҡзҡ„з®ЎзҗҶе·ҘдҪңеҸҳеҫ—иҪ»жқҫиҖҢз®ҖеҚ• гҖӮ
еӣҫ5дёәзЁјеҠЁзҺҮзі»з»ҹжһ¶жһ„еӣҫ пјҢ зЁјеҠЁзҺҮзі»з»ҹеҸҜд»ҘеҒҡеҲ°е®һж—¶дј иҫ“и®ҫеӨҮдә§йҮҸгҖҒиҙЁйҮҸж•°жҚ® пјҢ и®ҫеӨҮж•ҲзҺҮе®һж—¶з»ҹи®ЎпјӣйҖҡиҝҮжҷәиғҪеҲ¶йҖ жҷәиғҪз”өеӯҗзңӢжқҝ пјҢ еҸҜе®һж—¶жҺҢжҸЎиҪҰй—ҙи®ҫеӨҮзҡ„ејӮеёёзҠ¶жҖҒ пјҢ дёәз”ҹдә§зҺ°еңәжҸҗдҫӣеҸҠж—¶зҡ„ж”ҜжҢҒпјӣйҖҡиҝҮжҳҫзӨәз»Ҳз«ҜдёҠдј Excelж–Ү件 пјҢ з®ЎзҗҶеұӮд»ҺExcelжҠҘиЎЁеҸҜд»ҘйҡҸж—¶дәҶи§ЈеҜјиҮҙж•ҲзҺҮжҚҹеӨұзҡ„дё»иҰҒеӣ зҙ пјҢ д»ҺиҖҢиҝӣиЎҢзӣёеә”зҡ„ж”№е–„ гҖӮ йҷӨдәҶExcelжҠҘиЎЁ пјҢ ж•°жҚ®д№ҹеҸҜйҖҡиҝҮ第дёүж–№ж•°жҚ®жҺҘеҸЈиҪҜ件дёҠдј еҲ°ERP гҖӮ
 ж–Үз« жҸ’еӣҫ
ж–Үз« жҸ’еӣҫ
еӣҫ5 зЁјеҠЁзҺҮзі»з»ҹжһ„жһ¶еӣҫ
еӣҫ6дёәеҶІеҺӢи®ҫеӨҮзЁјеҠЁзҺҮзҡ„е®һйҷ…дҪҝз”Ёж•Ҳжһң гҖӮ
 ж–Үз« жҸ’еӣҫ
ж–Үз« жҸ’еӣҫ
еӣҫ6 еҶІеҺӢи®ҫеӨҮOEEдҪҝз”Ёж•Ҳжһңеӣҫ
4гҖҖз»“жқҹиҜӯеңЁжө·з»өеҠ е·ҘиҪҰй—ҙдёӯ пјҢ MESеңЁи®ЎеҲ’з®ЎзҗҶеұӮдёҺеә•еұӮжҺ§еҲ¶д№Ӣй—ҙжһ¶иө·дәҶдёҖеә§жЎҘжўҒ пјҢ йҖҡиҝҮжҷәиғҪд»“еӮЁз®ЎзҗҶгҖҒи®ҫеӨҮзЁјеҠЁзҺҮзӣ‘жҺ§зӯүе®һзҺ°дёӨиҖ…д№Ӣй—ҙзҡ„ж— зјқиҒ”жҺҘ гҖӮ
дҪңиҖ…з®Җд»ӢпјҡзҺӢеҰӮдјҡпјҲ1998-пјү пјҢ еҘі пјҢ е®үеҫҪдәіе·һдәә пјҢ еҠ©зҗҶе·ҘзЁӢеёҲ пјҢ жҜ•дёҡдәҺжөҷжұҹе·Ҙе•ҶиҒҢдёҡжҠҖжңҜеӯҰйҷў пјҢ д»ҺдәӢMESзі»з»ҹеә”з”Ёз ”з©¶ гҖӮ
жҺЁиҚҗйҳ…иҜ»















- е°Ҹзұі11иғҪжЈҖжөӢеҝғзҺҮпјҡеҮҶзЎ®еәҰе ӘжҜ”жҷәиғҪжүӢиЎЁ
- 马ж–Ҝе…ӢеҲҡжҲҗе…ЁзҗғйҰ–еҜҢпјҢиЎҢдёҡеҸҲзҲҶйҮҚзЈ…ж–°й—»пјҒзҷҫеәҰиҰҒйҖ жұҪиҪҰдәҶпјҢеҗҲдҪңж–№жҳҜе®ғпјҒдј дёҺиӢ№жһңеҗҲдҪңйҖ иҪҰпјҢйҹ©еӣҪжұҪиҪҰе·ЁеӨҙиӮЎд»·жҡҙж¶Ё
- иҒ”жғіеҸ‘еёғжҷәиғҪзңјй•ң ThinkReality A3
- зғҹеҸ°жёҜвҖңз®ЎйҒ“жҷәи„‘зі»з»ҹвҖқдёҠзәҝ еңЁеӣҪеҶ…зҺҮе…Ҳе®һзҺ°еҺҹжІ№еӮЁиҝҗе…ЁжҒҜжҷәиғҪжҺ’дә§
- е”җеұұеӣӣз»ҙжҷәиғҪ科жҠҖжңүйҷҗе…¬еҸёпјҡеҸҢиҮӮжңәеҷЁдәәеј•йўҶдәәжңәеҚҸдҪңж–°зәӘе…ғ
- з”өи„‘жҠҘ2020е№ҙеәҰиҺ·еҘ–дә§е“Ғпјҡеј•йўҶжҷәиғҪе•ҶеҠЎж— зәҝжҠ•еҪұж—¶д»Јзҡ„жҳҺеҹәEзі»еҲ—е•ҶеҠЎжҠ•еҪұжңә
- е…іжіЁ | 马ж–Ҝе…ӢзӘҒ然宣еёғпјҡзү№ж–ҜжӢүжҲ–е°ҶиҝҺжқҘйҰ–еұҠвҖңдәәе·ҘжҷәиғҪж—ҘвҖқ
- иҒ”жғіжӯЈејҖеҸ‘дёӢдёҖд»ЈThinkRealityжҷәиғҪзңјй•ң
- дёҖжұҪи§Јж”ҫйқ’еІӣе…¬еҸёпјҡжҜҸ216з§’еҲ¶йҖ дёҖиҫҶеҚЎиҪҰпјҢйҰ–еҸ°ж–°иғҪжәҗиҪ»еҚЎд»Ҡе№ҙ10жңҲдёӢзәҝ
- 199е…ғ е°Ҹзұіжңүе“Ғдј—зӯ№жҷәиғҪеҒҘи…№иҪ®пјҡLEDж•°жҳҫ иҪ»жқҫз»ғеҮә马甲зәҝ